Характеристики и описание
- Страна производительКитай
- Дополнительный сервисСервисное обслуживание
- СостояниеНовое
| Максимальный диаметр получаемых отверстий, мм при одиночном сверлении при групповом сверлении |
18 13 |
| Максимальная глубина сверления, мм | 80 |
| Максимальное расстояние между крайними шпинделями, мм | 2100 |
| Минимальное расстояние между двумя соседними шпинделями, мм | 70 |
| Максимальная длина получаемого паза, мм | 110 |
| Количество шпинделей, шт | 14 |
| Установленная мощность станка, кВт | 11 |
| Давление в гидросистеме, атм | 60 - 80 |
| Масса станка, кг | 1800 |
НАЗНАЧЕНИЕ:
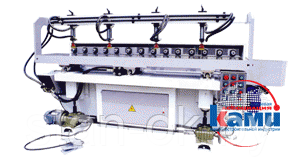
Станок предназначен для получения несквозных отверстий и пазов в заготовках из массива древесины с целью установки и крепления элементов мебельной фурнитуры.
СХЕМЫ ОБРАБОТКИ:
ОБЛАСТЬ ПРИМЕНЕНИЯ
Применяется в столярно-строительном и мебельном производстве.
Принцип работы:
Заготовка (или партия заготовок) устанавливается на стол станка и фиксируется гидрозажимами. Стол имеет возможность продольного перемещения (относительно сверлильных шпинделей) для получения отверстий в деталях, а для получения пазов сверлильным шпинделям передается поперечное перемещение относительно заготовки.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
- Станина станка массивная литая, полностью исключающая малейшие вибрации при обработке.
- Подвижный стол перемещается по трем направляющим увеличенного сечения. Это дает возможность перемещать стол без перекосов при тяжелых условиях обработки, когда обрабатывается большая партия заготовок на высоких скоростях подачи.
- Рабочий стол поднимается с помощью двух синхронизированных редукторов. Шариково-винтовая передача механизма подъема обеспечивает точность настройки и высокий ресурс узлов. Кроме электромеханической системы, на станке есть функция ручной поднастройки стола.
- Гидросистема станка предоставляет следующие преимущества его эксплуатации:
- нет потребности в сжатом воздухе, и соответственно, его специальной подготовке ( очистке, осушении, добавки масла)
- гидропривод обеспечивает равномерную (без рывков) и стабильную подачу, что в свою очередь, положительно сказывается на качестве обработки деталей и стойкости дереворежущего инструмента (увеличивается время между переточками).
- на данной модели станка фиксация заготовок также осуществляется гидроприжимами

Многошпиндельный сверлильно-пазовальный станок МХ 6414
В наличии
Цену уточняйте
Минск ∙
Доставка
Оплата и гарантии